EJERCICIOS DE CONTROL
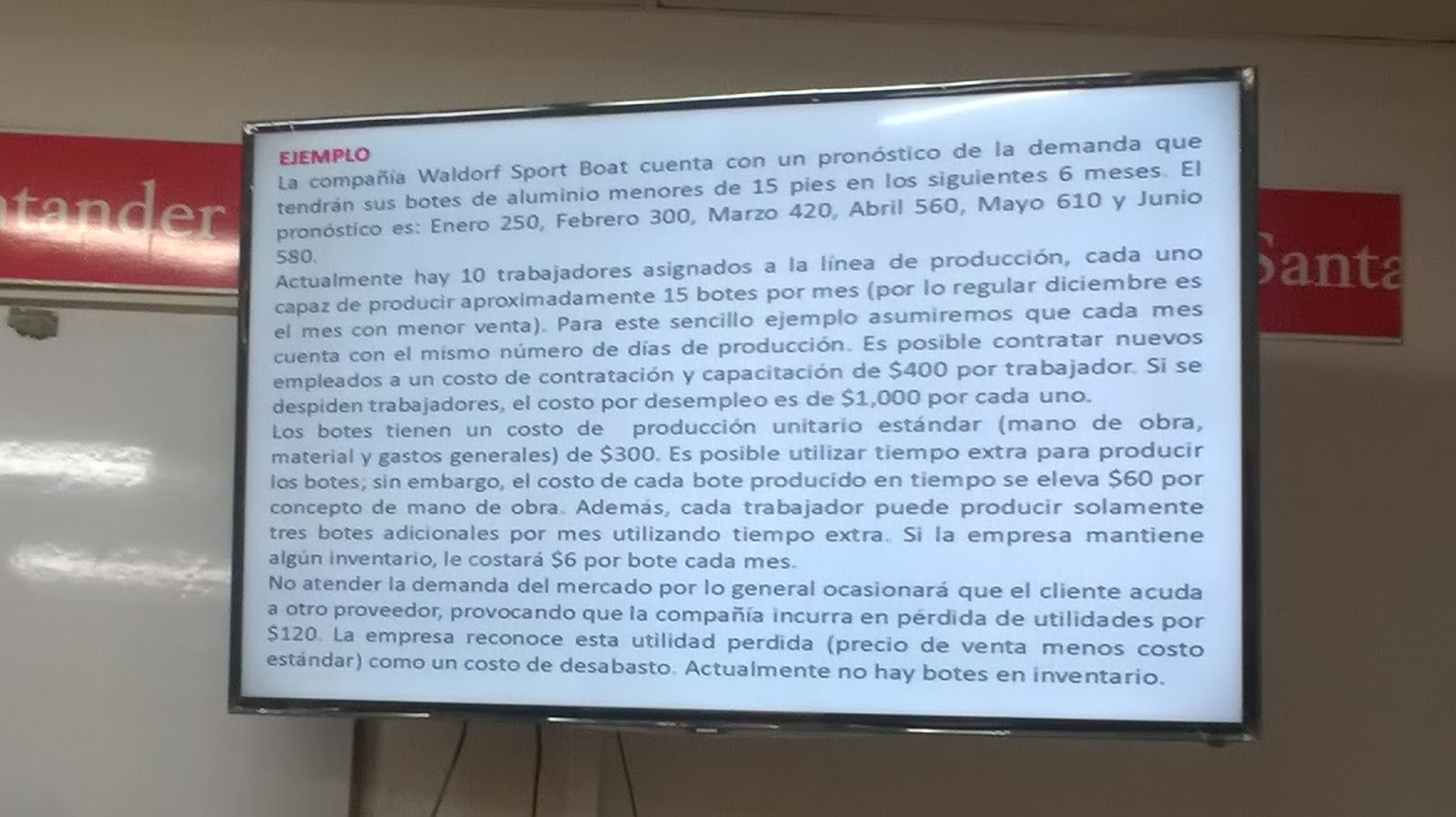
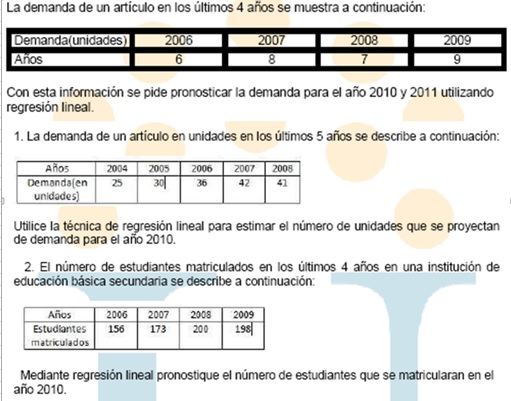
A continuación encontraras unos ejercicios aplicados de planeación de requerimiento de capacidad.






- El impacto sobre la planificación y control de una empresa dada por una variedad de clientes con diversas características de pedidos, es muy alta ya que la empresa debe enfocarse en una estrategia de planificación mas amplia, que tenga presente una o mas características del tipo de factor del pedido que los clientes puedan generar; y bien sea agrupándolos o no, realizar un control al proceso de producción, la estrategia asumida o planeada para cada grupo de clientes.
Así mismo será necesario tener en cuenta otros factores como los materiales, las cantidades, tiempo de los procesos, diseños y tiempos de entrega, según sean los requerimientos del cliente, creado así una planificación de los procesos, a corto, mediano y/o largo plazo.
- como bien sabemos, la planificación y control de la producción se establece al tener bien definidas las especificaciones del cliente con respecto al producto, y si este diseño presenta modificaciones el sistema se vera obligado a ser modificado en esos puntos que requiera el cliente. Creando un sistema de planificación y control modificado con respecto al anterior, o uno completamente nuevo si las especificaciones varían mucho y en aspectos claves del modelo del producto.
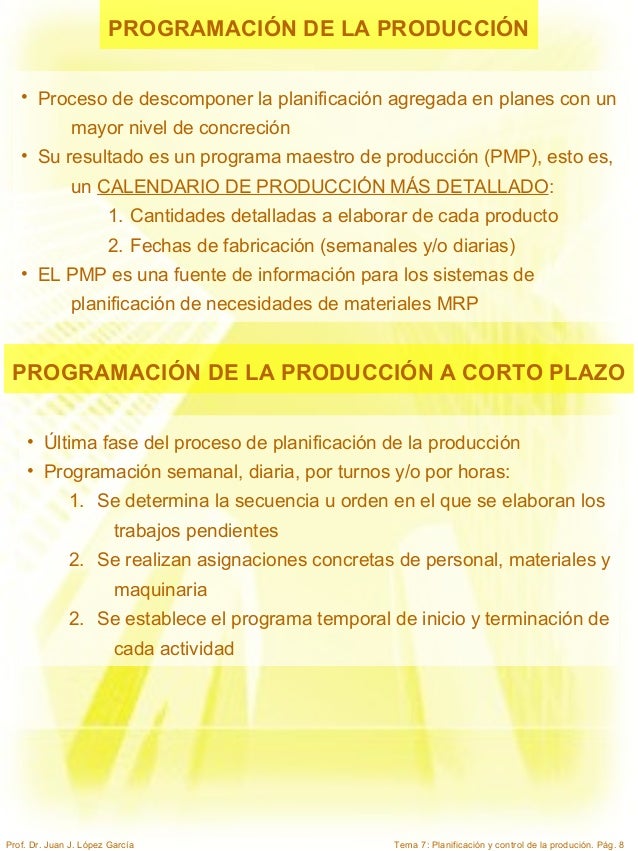
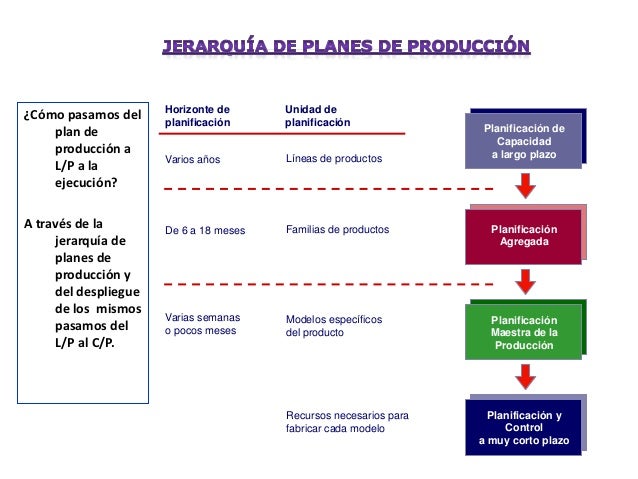
- Si, porque al tener ya establecido un sistema de planificación y control, se tiene estipulado un programa maestro de producción detallando, las cantidades, las fechas, y demás requerimientos, respecto al tiempo, maquinaria, equipo, y materias primas, con un cronograma estratégico para lograr las entregas. Si se realiza una modificación al diseño de este "programa maestro" bien sea en cantidad de materiales, o la maquinaria u otra disposición, el sistema de planificación y control necesariamente se verán alterados en fechas o cantidades, entre otras.









Dato curioso...en Colombia"Según el Observatorio Laboral para la Educación -OLE en los últimos diez años se han graduado 36.578 ingenieros industriales de los cuales, un gran porcentaje se encuentra en Bogotá D.C, Valle del Cauca, Santander, Antioquia y Atlántico. En las estadísticas que reporta el OLE, un técnico profesional en esta área gana $1'059.161, un tecnólogo $1'308.215 y un profesional universitario $2'067.294.Los técnicos profesionales en carreras relacionadas con Ingeniería Industrial son mejor remunerados en el Valle del Cauca donde reportan un salario promedio de 1'876.286, esto cambia para los tecnólogos quienes ganan mejor en Santander con un salario promedio de $2'038.051 y a nivel profesional universitario quienes reportan un salario más alto son los ingenieros industriales de Cundinamarca y Bogotá D.C. con un salario promedio de $2'612.574 y $2'312.943 respectivamente."